Langlebige Pultrusions-Werkzeuge für die hocheffiziente Fertigung von Leichtbauprofilen durch den Einsatz von standardisierten Prüfmethoden für die Beschichtungsevaluation
Faserverstärkte Kunststoffprofile sind für den Leichtbau unverzichtbar. Hierbei ist die Pultrusion eines der wirtschaftlichsten Verfahren zur kontinuierlichen Herstellung: Es werden Verstärkungsfasern mit Harzsystem getränkt und kontinuierlich durch ein temperiertes Formgebungswerkzeug mit der Kontur des späteren Profils gezogen und ausgehärtet. Für die Pultrusion wird ein breites Spektrum an Verstärkungsmaterialen eingesetzt: u. a. Glas-, Kohlenstoff- sowie Naturfasern. Allen Fasern gemein ist, dass sie hoch abrasiv sind und die Werkzeugoberfläche stark beanspruchen. Ebenso breit ist das Spektrum der Harzsysteme. Ungesättigte Polyesterharze (UP) werden vorrangig für kostengünstige Anwendung eingesetzt, Epoxidharze (EP) und Polyurethane (PU) bei erhöhten mechanischen Anforderungen.
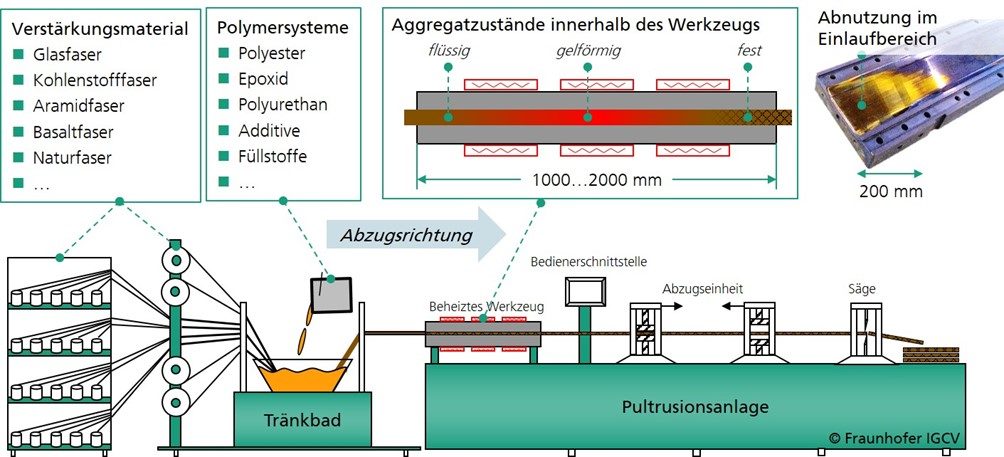
Die Wirtschaftlichkeit des Pultrusionsverfahrens wird maßgeblich von der Werkzeugstandzeit bestimmt. Hoher Verschleiß durch die Fasern und Anhaftungen des reagierenden Harzsystems, trotz interner Trennmittel, stören den Produktionsprozess und führen zum Stillstand. Zur Steigerung der Wirtschaftlichkeit sind leistungsfähige Werkzeugbeschichtungen unabdingbar. Als Stand der Technik werden vorwiegend einfache Hartchromschichten aus Chrom-VI Verbindungen verwendet. Nachteilig sind die relativ geringe Härte und die geringe Schichtdickenhomogenität. Ebenso bringt die Verwendung hochreaktiver Harzsysteme mit hoher Klebeneigung, die etablierten Schichtsysteme an ihre Anwendungsgrenze.
Im Rahmen des Projektes werden Schichten mit antiadhäsivem Verhalten gegenüber den verwendeten Harzsystemen und gleichzeitig hoher Verschleißbeständigkeit evaluiert. Prinzipiell sind geeignete Beschichtungen verfügbar, wie Vorarbeiten der Fraunhofer Institute gezeigt haben; werden auf Grund des geringen Kenntnisstands bisher aber selten eingesetzt. Durch die große Anzahl an Faser- und Harzsystemen muss die Beschichtung individuell ausgewählt und qualifiziert werden. Umfangreichere Anwendungsversuche im Pultrusionsprozess sind aber sehr risikobehaftet und scheiden aus Kostengründen aus.
Entwickelt werden soll eine standardisierte Prüfmethode, die es ermöglicht, rasch und kosteneffizient eine passende Werkzeugbeschichtung für die jeweilige Faser-Harz-Kombination zu ermitteln. Die gewonnenen Erkenntnisse fließen in den Aufbau eines Beschichtungsleitfadens ein. Ziele sind eine deutlich erhöhte Produktionssicherheit und Wirtschaftlichkeit des Verfahrens sowie eine signifikante Zeitersparnis bei der Beschichtungsauswahl. Daraus ergibt sich ein erhebliches Einsparpotenzial für KMU.
Von folgenden Arbeitshypothesen wird bei dem Vorhaben ausgegangen:
- Die Wirtschaftlichkeit des Pultrusionsverfahrens wird maßgeblich von den Einsatzeigenschaften der Werkzeugoberflächen beeinflusst.
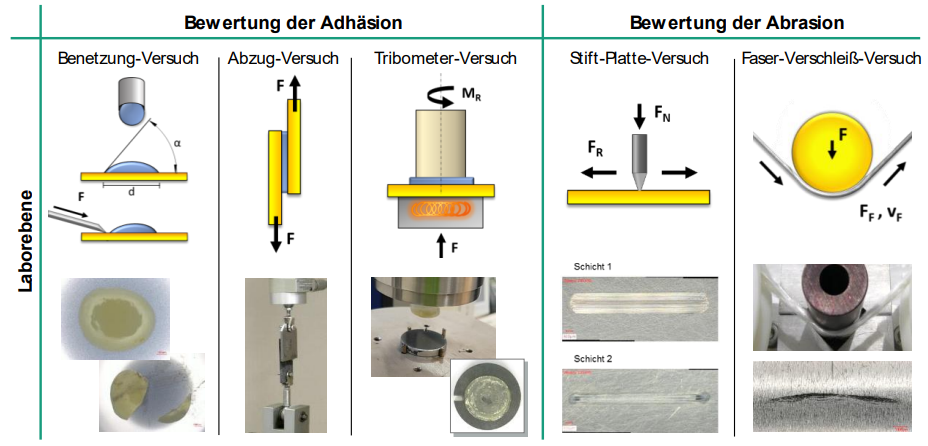
- Durch Werkzeugbeschichtungen können die Klebeneigung (Adhäsion) und das Verschleißverhaltens der Werkzeugoberflächen verbessert werden.
- Je nach verwendetem System aus Verstärkungsfasern, Harz und Trennmittel sind unterschiedliche Werkzeugbeschichtungen zielführend. Diese müssen individuell ausgewählt werden, um optimale Ergebnisse zu erzielen.
- Durch geeignete Modellversuche können Werkzeugbeschichtungen mit hoher Anwendungseignung ausgewählt werden.
Die Ergebnisse aus der zu qualifizierenden Prüfmethoden fließen direkt in den Aufbau eines Beschichtungsleitfadens ein. Dieser soll dem Nutzer, nach Eingabe seiner spezifischen Kombination aus Harzsystem, Verstärkungsfaser, Trennmittel und ggf. weiteren Randbedingungen (Werkzeugwerkstoff, Oberflächenqualität, Maßtoleranzen), geeignete Beschichtungssysteme vorschlagen und Hinweise auf deren Einsatzgrenzen geben.