![]()

![]()

Im Rahmen eines Forschungsprojekts wurde im STFI e.V versucht, Vliesstoffe aus schmelzfähigen, nicht ausgehärteten Epoxidharz-Feststoffsystemen zu entwickeln, die als textile Matrixlagen für duroplastische Faserverbundkunststoffe einsetzbar sind.
Seit einiger Zeit sind epoxidbasierte Harz-Härter-Gemische am Markt verfügbar, die bei Raumtemperatur im festen Aggregatzustand als Pulver oder Granulat vorliegen und bei Erwärmung schmelzen. Verwendet wurden EP-Systeme des Projektpartners Emil Frei GmbH & Co. KG, Bräunlingen. Diese Systeme wurden so inhibiert, dass die Härtungsreaktion in einem weiten Temperaturbereich unterdrückt war, der für die Faserherstellung genutzt werden kann.
Im Projekt wurde das Meltblown-Verfahren eingesetzt, bei dem das EP-Granulat im Extruder aufgeschmolzen wird. Die Schmelze wird dann durch winzige Düsen gedrückt und durch einen Luftstrom weiter im Durchmesser auf bis zu 10 – 1 µm verjüngt. Die noch nicht abgekühlten Fäden werden auf einem Band abgelegt, verkleben leicht miteinander und bilden ein Wirrfaservlies.
Das Meltblown-Verfahren wird nach Stand der Technik ausschließlich für Thermoplaste eingesetzt, aktuell z. B. zur Fertigung von FFP2 Filtervliesstoffen aus PP.
Ein Risiko des Projekts bestand also darin, die Anlage mit reaktiven Systemen zu betreiben und damit der Gefahr einer Aushärtung während des Prozesses. Bei den getesteten EP-Systemen begann die Härtung bei ca. 150°C, die Meltblownanlage der Fa. Reifenhäuser, Troisdorf wurde im Bereich von 80 – 110 °C betrieben.

Abbildung 1: Fertigung von EP-Vlies im Meltblown-Verfahren
Der EP-Faservlies wurde im nächsten Technologieschritt durch Übereinanderlegen mehrerer Lagen und Vernadeln zum Vliesstoff (Abbildung 2) verfestigt. Auf diesem Weg kann die Flächenmasse des EP-Vliesstoffs eingestellt und dem Matrixbedarf von Glas- oder Carbon-Gewebelagen angepasst werden.

Abbildung 2: Abziehen EP-Vliesstoff vom Trägervliesstoff
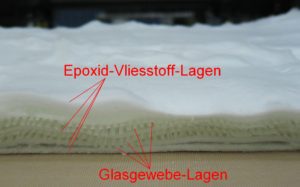
Abbildung 3: Alternierender Laminataufbau von Glasgewebe und EP-Vliesstoff
Im Projekt wurden Glas- und Carbonfaser-Laminate mit EP-Vliesstoff als Matrix heiß verpresst. Die Laminateigenschaften lagen bei einigen Mischungen im Bereich klassischer Flüssigharz-Systeme.
Bewertung und Ausblick
Das Potenzial von Epoxidvliesstoffen, evtl. auch anderer duroplastisch basierter, nicht ausgehärteter Matrixsysteme für FVK-Technologien wird als sehr hoch einge-schätzt. Ausgewählte Vorteile sind:
- Wegfall von Harz-Härter-Misch- und Dosierprozessen in allen Flüssigharztechnologien
- Kurze Imprägnierwege über die Laminat-Wandstärke bei gleichzeitig hoher Geschwindigkeit im Vergleich zu Infusions- oder Injektionsverfahren
- Der Wechsel des Aggregatzustands zwischen fest und flüssig ist mehrfach wie-derholbar; damit können Zuschnittreste wieder dem Meltblown-Prozess zuge-führt werden (aktive Müllvermeidung)
- Epoxid-Vliesstoffe sind im Transportfall kein Gefahrgut.
Die entwickelten Epoxid-Vliesstoffe sind nach aktuellem Stand nicht serienreif. Ins-besondere die EP-Fasern verspröden im Bereich von 1-2 Stunden nach der Herstellung. Die Vliesstoffe sind dann für Handling-Prozesse nachfolgender Technologie-Stufen nicht robust genug. An diesem Punkt müssen weitere Forschungsarbeiten ansetzen.
Das Projekt wurde gefördert durch das BMWi.