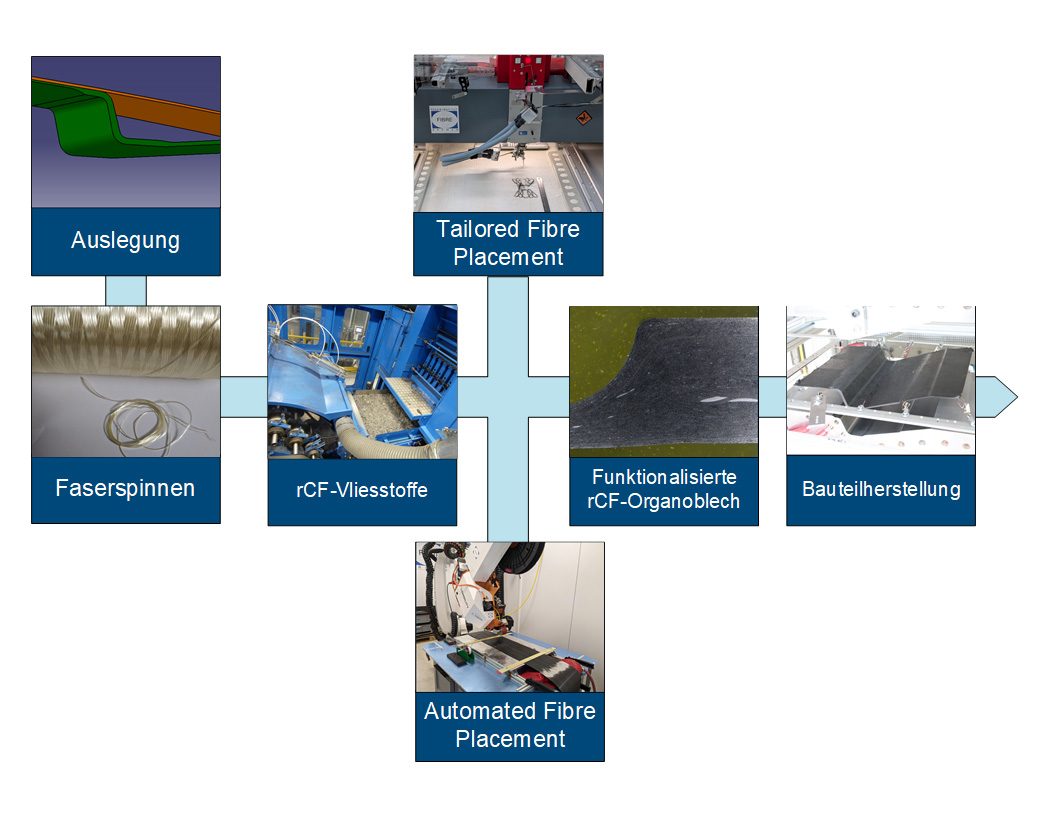
How it works
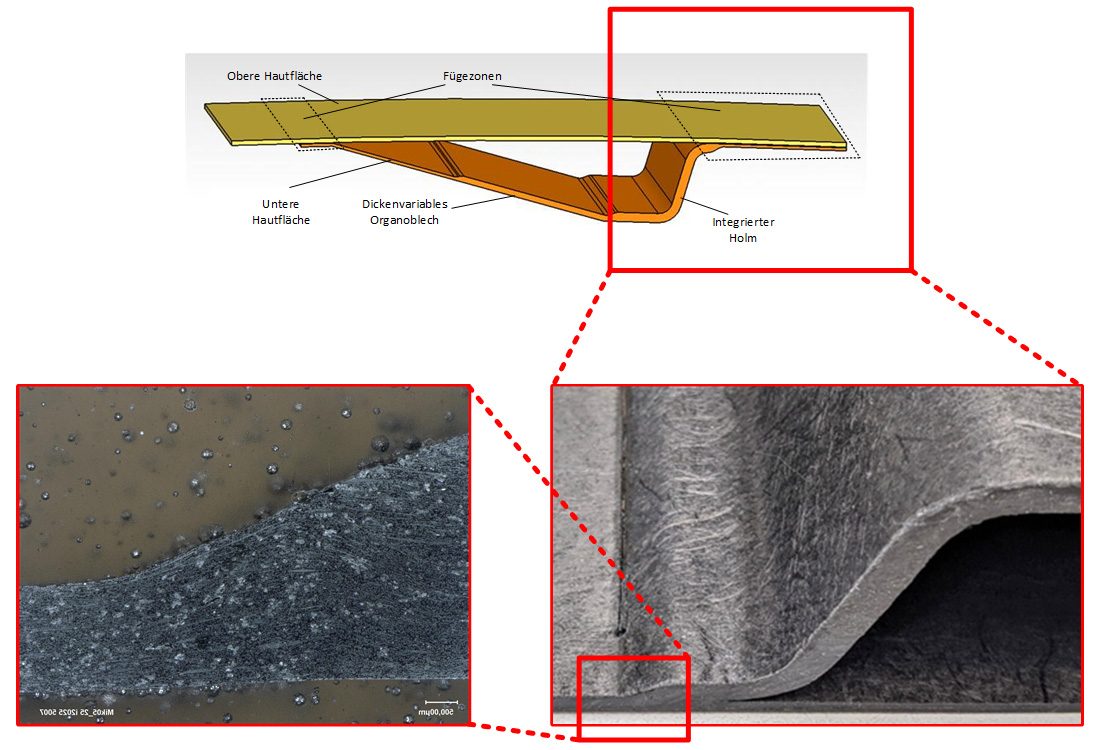
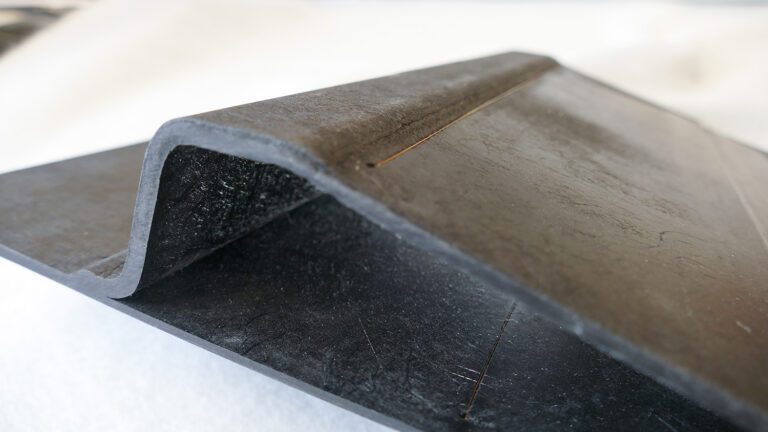
The two-stage thermoforming process is based on two organo sheets. First, the lower segment of the spoiler, a stepped organic sheet (2 – 6 mm wall thickness), is heated in an IR field and formed. After consolidation, the box structure (fig. 3) is manufactured in a connected pressing cycle. The second flat organo sheet (3 mm wall thickness) for the upper shell of the spoiler is also heated and fed to the press. Meanwhile, the joining zone of the lower segment is also heated locally. The process can be described as co-consolidation with local heating of the joining areas.
The mold temperature remains constant throughout the entire process in order to save energy costs. Process times of app. 15 minutes have been demonstrated for this.
The research results show the potential for series production, which is why the project partners will push ahead with further development in this field.