Milestones for the clean and sustainable aviation of tomorrow: Clean Sky 2/Clean Aviation project “MFFD” shows potential of around 10 percent weight reduction and 10 percent cost savings in high rate production
As part of the EU-funded Clean Sky 2/Clean Aviation project “Large Passenger Aircraft” (“LPA”), the Fraunhofer-Gesellschaft in Stade, Germany, together with international project partners, has joined together a true-to-scale upper and lower shell of the “Multi Functional Fuselage Demonstrator” (“MFFD”) using automated positioning and joining processes. The welding of the two longitudinal seams of the two 8-meter-long CFRP half-shells, which have a diameter of around 4 meters, successfully completed the production of the world’s largest thermoplastic CFRP aircraft fuselage segment (Figure 1).
There is an urgent need for climate-friendly solutions for both the production and operation of passenger aircraft that help to save even more resources. In addition to new propulsion technologies, the focus is also on structural weight and manufacturing costs. Both can be reduced through new construction methods, such as can be achieved with thermoplastic CFRP materials in particular. For the first time, a full-size fuselage segment was therefore produced from thermoplastic CFRP materials in a research project that enabled the feasibility as well as the ecological and economic advantages and disadvantages to be evaluated.
New aircraft fuselage architecture
Together with the project coordinator Airbus, CO2 laser welding was selected for the left longitudinal seam and ultrasonic welding for the right longitudinal seam as the joining process for closing the thermoplastic aircraft fuselage. Both processes offer the advantage of dust-free joining, which the riveting processes currently used do not have. However, they have not yet been used in production or in research for such large CFRP components and with the special quality requirements needed here. The demand for dust-free joining results from the first-time pre-integration of both shells with a large number of structural and system components that are also assembled by welding, which does not allow subsequent removal of dust and chips.
The thermoplastic lower shell, solidified (consolidated) in an autoclave under pressure and temperature, was provided by a consortium of GKN Fokker, Diehl Aviation, Netherlands Aerospace Centre – NLR and Delft University of Technology as part of the “STUNNING” LPA project. The thermoplastic upper shell, manufactured using the tape laying process (in-situ consolidation), comes from a consortium of Premium Aerotec, Airbus, Aernnova and the German Aerospace Center – DLR ZLP.
Both shells are particularly impressive due to the high degree of pre-integration, the almost rivetless architecture and the resulting weight reduction of 10 percent compared to the status quo. On the one hand, the automated pre-integration opens up a high increase in efficiency and local flexibility with a view to high-rate production and simultaneous cost savings of up to 10 percent, as all components no longer have to be brought into the closed fuselage and assembled there manually in cramped conditions, unlike before. On the other hand, the weight reduction of the aircraft structure leads to improved fuel efficiency during operation.
Automated assembly research platform
Together with its partner FFT Produktionssysteme, the Fraunhofer-Gesellschaft designed and built the automated assembly research platform for the “MFFD”, including the central system and process control, at the Research Center CFK NORD in Stade, Germany, in the “LPA” project “Multifunctional automation system for Fuselage Assembly Line” (“MultiFAL”) (Figure 2). Other project partners then integrated their technology modules into the platform. Further tasks performed by Fraunhofer along the process chain initially included the take-up of the lower shell using a specially developed fixture, which allowed the lower shell to be aligned with high precision in the assembly space for the subsequent processes. The upper shell was then inserted using the overhead crane. All further process steps were fully automated. A field of ten hexapod robots positioned the two shells in relation to each other with sub-millimeter precision, using laser sensors to set the optimum shape and position of the shells at all times and readjust them if necessary.
CO2 laser welding
For the laser welding process, thin, up to 4.5 meter long straps (butt straps) made of thermoplastic CFRP had to be placed in layers and flush next to and on top of each other on the longitudinal edges of the shells, which abut exactly against each other and are provided with a stepped profile on the outside of the aircraft. All solutions for feeding, positioning and edge sealing the straps were developed by the Fraunhofer-Gesellschaft in the “LPA” project “Butt strap integration technology development with tooling design, validation, implementation in major component assembly and operation” (“BUSTI”). As a result, the straps manufactured by Fraunhofer were precisely positioned on the seam with a strap handling tool integrated into the automated process environment by means of a rolling movement, so that the oscillating laser beam of the immediately following welding head, which was guided via mirrors, could continuously melt the contact lines formed between the strap and the shell surface. A pressure unit on the laser welding end effector pressed the strap against the upper and lower shell joints with joining forces of up to one ton, thus consolidating the weld seam in the same work step (Figure 3). To prevent the high pressure forces during welding from damaging the fuselage structure, a device for force absorption and dissipation ran synchronously within the resulting fuselage section.
The laser welding process is characterized by the implementation of an online monitoring and control system, which enables direct digital data exchange for process optimization and quality assurance with a digital twin.
Automated gap filling
Because the straps and the stepped joining zones of the shells could not be joined together seamlessly due to unavoidable manufacturing tolerances and the degrees of freedom required for the positioning processes, small, irregularly wide gaps remained between them. These would impair the quality of the welded joints and therefore had to be completely filled with a so-called thermoplastic filler after the welding process, whereby excess material had to be avoided under all circumstances.
A compact extruder, which – like the laser welding end effector – was guided along the previously created joining seams, heated the initial granulate and conveyed it to the gap. There, a special nozzle ensured that the material filled the gap before it hardened in the air. The local gap volume, which is decisive for the exact filling quantity, was measured immediately beforehand by a 2D sensor integrated into the same gap-filling end effector and directed towards the open gap and transmitted to the extruder system (Figure 4). This made it possible to dynamically calculate the locally required discharge rate during the ongoing process, so that irregular gaps of 3 to 20 millimeters in width were filled with the exact amount of molten thermoplastic material required at each point.
Ultrasonic welding
Automated ultrasonic welding was selected as the joining method for the right longitudinal seam in order to gain as many important insights as possible from the research work for later use in production. Compared to laser welding, only the thinner-walled fuselage seam sections outside the door environments can be joined in this way, but the effort involved in terms of synchronizing parallel processes, investment and occupational safety is lower. The collaboration between the Fraunhofer-Gesellschaft, which is responsible for the research platform, and the “LPA” project “Welding Equipment for optimized, fast and accurate LongituDinal barrEl joint closuRe” (“WELDER”) of the partners CT Engineering Group, AIMEN, AITIIP and Dukane has resulted in a fast and reliable, automated ultrasonic welding process for the longitudinal seam (Figure 5).
Like the laser welding process presented above, it is characterized by the implementation of an online monitoring and control system, which enables direct digital data exchange for process optimization and quality assurance with a digital twin.
Further R&D work and successful project completion
The work and verification of the CO2 laser welding of the straps, including gap filling, and the subsequent coupling of the frames between the upper and lower shell by resistance welding in March 2024 by the project partners of the “WELDER” LPA project concluded the research work on the “MFFD” at the Research Center CFK NORD in Stade, Germany (Figure 6). At the Clean Sky 2 final meeting on March 14, 2024, in Brussels, Belgium, the successful and timely completion of the three projects in which the Fraunhofer-Gesellschaft was involved as part of Clean Sky 2 “LPA” was presented to the independent experts, the Joint Undertaking and all partners contributing to the demonstrator (Figure 7).
Following the 1:1 scale platform for automated cabin assembly in the “LPA” project “Automated Cabin & Cargo Lining and Hatrack Installation Method” (“ACCLAIM”), which was also successfully realized at the beginning of 2021, the “MFFD” is already the second Clean Sky 2 large-scale demonstrator with significant contributions from the Fraunhofer-Gesellschaft.
The already removed thermoplastic fuselage section (Figure 8) will be finalized with, among other things, the integration of a cabin crown module at the Center of Applied Aeronautical Research (ZAL) in Hamburg, where it will then be used for further tests and demonstration purposes.
Perspectives
Together with the knowledge gained from the “MFFD” demonstrator, the Fraunhofer-Gesellschaft will make mature technology modules available for industrialization by interested companies. Other technologies will be incorporated into subsequent research projects in order to enable an even greater increase in efficiency with even lower resource consumption in future production. In addition to aircraft fuselages, target structures include vertical tail planes and tank systems for cryogenic hydrogen. Outside of the aviation industry, terrestrial or sea vehicles are also the focus of technology transfer.
Project funding
The results described were developed by Fraunhofer in cooperation with all project partners mentioned. On behalf of the project partners, Fraunhofer would like to thank the European Commission for the funding.


Weitere Informationen
- Websites
https://s.fhg.de/9RW
https://s.fhg.de/CleanSky2MFFD
https://www.ifam.fraunhofer.de/de/Presse/acclaim.html
- ILA 2024 trade fair in Berlin, Germany
Erfahren Sie mehr – besuchen Sie uns vom 5. bis 9. Juni auf der ILA 2024 in Berlin,
Halle 2, Stand 270.
https://www.ifam.fraunhofer.de/de/Messen_Veranstaltungen/ila-2024.html
Project partners involved in the “MFFD”
- Acroflight Ltd, Witham, UK
- Aernnova Aerospace S.A., Vitoria, Spain
- Aeromechs srl, Aversa, Italy
- AIMEN – Asociación de Investigación Metalúrgica del Noroeste, O Porriño, Spain
- Airbus
- Aitiip Centro Tecnológico, Zaragoza, Spain
- ALPEX Technologies GmbH, Mils, Austria
- BCC – Brunel Composites Centre, University London, UK
- CETMA – Centro di Ricerche Europeo di Technologie, Design e Materiali, Brindisi, Italy
- CT Engineering Group – Ct Ingenieros Aeronauticos de Automocion e Industriales Slu, Madrid, Spain
- CTI Systems, Lentzweiler, Luxembourg
- Diehl Aviation Laupheim GmbH, Laupheim, Germany
- Diehl Comfort Modules GmbH, Hamburg, Germany
- DLR – Deutsches Zentrum für Luft und Raumfahrt, ZLP Augsburg, Germany
- DLR – Deutsches Zentrum für Luft und Raumfahrt, ZLP Stade, Germany
- Element Materials Technology, Sevilla, Spain
- FADA – Andalusian Foundation for Aerospace Development / CATEC – Centerfor Advanced Aerospace Technologies, Sevilla, Spain
- FFT Produktionssysteme GmbH & Co. KG, Fulda, Germany
- Fraunhofer-Gesellschaft, Fraunhofer-Institut für Chemische Technologie ICT Pfinztal, Germany
- Fraunhofer-Gesellschaft, Fraunhofer-Institut für Fertigungstechnik und Angewandte Materialforschung IFAM, Stade, Germany
- Fraunhofer-Gesellschaft, Fraunhofer-Institut für Gießerei-, Composite- und Verarbeitungstechnik IGCV, Augsburg, Germany
- Fraunhofer-Gesellschaft, Fraunhofer-Institut für Werkstoff- und Strahltechnik IWS, Dresden, Germany
- GKN Aerospace, Fokker Aerostructures BV, Papendrecht, Netherlands
- GKN Aerospace, Fokker ELMO BV, Hoogerheide, Netherlands
- HSLU – Hochschule Luzern, Luzern, Switzerland
- KVE Composites Group, The Hague, Netherlands
- LSBU – London South Bank University, London, UK
- NLR – Royal Netherlands Aerospace Centre, Marknesse, Netherlands
- Ostseestaal GmbH & Co KG, Stralsund, Germany
- Premium AEROTEC, Augsburg, Germany
- Rescoll, Pessac Cedex, France
- SAAB AB, Stockholm, Sweden
- SAM XL, Delft, Netherlands
- Techni-Modul Engineering, Coudes, France
- Technische Universität München, Lehrstuhl für Carbon Composites, München, Germany
- Technische Universiteit Delft, Delft, Netherlands
- TWI – The Welding Institute, Cambridge, UK
- UPAT – University of Patras, Patras, Greece
- XELIS GmbH, Herford, Germany
Photos

Figure 1 l Caption
The “MFFD” aircraft fuselage segment joined by thermoplastic welding at the Fraunhofer-Gesellschaft in Stade (© Fraunhofer IFAM).

Figure 2 l Caption
The “MultiFAL” assembly research platform with inserted thermoplastic fuselage shells of the “MFFD” at the Fraunhofer-Gesellschaft in Stade. The yellow hexapod robots for holding and high-precision adjustment of the shape and position of the upper shell are clearly visible (© Fraunhofer IFAM).

Figure 3 l Caption
Thermoplastic CFRP butt strap as connection of the two CFRP thermoplastic fuselage shells (on the left), joined by the CO2 laser welding end effector (right; project “BUSTI”) in the “MultiFAL” assembly research platform (© Fraunhofer IFAM).
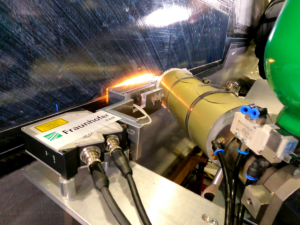
Figure 4 l Caption
The gap-filling end effector carries out the thermoplastic gap filling using an extruder after CO2 laser welding of the butt straps onto the fuselage shells (project “BUSTI”; © Fraunhofer IFAM.

Figure 5 l Caption
End effector for thermoplastic ultrasonic welding from the “WELDER” project in front of the finished weld seam below the hexapod robot field for high-precision shape and position adjustment (© Fraunhofer IFAM).

Figure 6 l Caption
Project completion – Part of the Fraunhofer team in front of the completed “MFFD” at the Research Center CFK NORD in Stade, Germany (© Fraunhofer IFAM).

Figure 7 l Caption
Clean Sky 2 final meeting on March 14, 2024, in the White Atrium Building in Brussels, Belgium, with the reviewers, the Joint Undertaking and part of the international team that contributed to the “MFFD” (© Airbus).

Figure 8 l Caption
Stacking the completely joined fuselage section on the specially developed lower shell holder, which is also designed for transporting the entire fuselage section (© Fraunhofer IFAM).